
| The Journal of
The Institute of Circuit Technology Vol 15 No 2 June 2022 |
|
Sr. Director Emerging Industry Strategy at Aegis Software Corporation |
Editorial “Embracing The New Paradigm, That Is 2022” At the end of last year, we all expected to return to some kind of stability, in which manufacturers could start to relax. No such thing! This year, we carry the burden of recovery together with new and unexpected challenges. There is no, “normal” to return to. Instead, we have seeds of new needs that have been sown, a new emerging paradigm representing quite a revolution, perhaps the one that history will look back on as the real Industry 4.0. The Japanese word, “Kiki”, means “crisis”, made up of two characters, “dangerous” and “opportunity”. We deal with the first every day, so let’s focus on the second. Making the transition from challenge to opportunity is a daunting prospect from a single company or operation’s perspective. Changes involve many parties transitioning together, but it is difficult to be the first to put one’s head above the parapet. Collectively, we share the risk, united by mutual opportunity. Collectives grow naturally when based on real industry and society need, enabled by information and ideas gained from presentations and networking, for example, at this year’s Institute of Circuit Technology Symposium. There were interesting and positive discussions, both on and off the stage, that have brought a positive glimpse into the near future. Products: Revolutionary technologies are emerging, for example, in the medical arena, where there is certainly a strong demand for miniature PCB / chip-based products, potentially in billions of personal medical devices. Similarly, e-Mobility. We are transitioning from fossil fuels to electric vehicles, with inclusion of novel material and design technologies that make buttons and wires seem as outdated as the rotary telephone. As market demand changes, products and materials evolve, so manufacturing must also change, inspiring us to adapt and embrace these opportunities. Supply-Chain: This year has shown us that anything with critical dependency, must be brought under better control. Risk associated with remote manufacturing and supply-chain, where we assumed there was strength in numbers, has let us down. The focus is now on local manufacturing and supply-chain, spear-headed by new technologies, such as additive manufacturing. Materials, manufacturing, and assembly need to be addressed simultaneously, restoring confidence in the agility of Just In Time manufacturing to meet changing customer needs, together with rapidly advancing material and product technologies. Automation & Industry 4.0: Digital Transformation, the use of “big data” brings the need for interoperability, as data originates from many domains and sources, and is used by many different intelligent applications. Technology to eliminate the barrier to entry for many, the burden of development and customization of interconnection and interfaces has been removed, with the IPC Connected Factory Exchange (CFX) standard, a single language, IIoT-based plug and play technology, applicable to new and older automation. Contextualization of individual events, configurations, and product data, powers everything from the latest generation of IIoT-based MES, to niche, in-house applications taking just days to develop, in one interoperable environment, that is equally relevant throughout all industry sectors and company sizes. Security: We all need to take care of how “big data” exposes our IP to those who would take advantage. While there are many tools that secure the IT network, we need also to apply security to the automation network, including data that flows in and out, such as design, traceability, compliance reports, material information, schedules, and other operational data. The use of data exchange using the CFX standard provides automated end to end encryption, enabling Digital Transformation projects to expand without increased risk of cybersecurity issues. Sustainability: It is predicted that the recycling / repurposing industry will sometime equal that of original manufacturing. Why not do both together? The circular economy / supply-chain, together with market reliability analysis has become viable using another IPC standard, the Digital Twin, which defines interoperability between Digital twins-based solutions across different domains, increasing accessibility of information to drive increased value and opportunity. The secret to success in 2022 and beyond, is to be open, involved, and actively participate in collaborative projects, ideas and innovations that allow local companies to take full advantage of imminent market opportunities, using standards-based open technologies and solutions. |

| Section 2 | Calendar of Events | |
Bill Wilkie |
2022 |
Details |
| Nov / Dec | Evening Seminar at Meriden to be confirmed | |
|
September |
Technical Webinar to be confirmed | |
|
September 7, 14, 21, 28 and October 5, 12, 19, 26 |
On-line Engineering Training with Happy Holden. Each session is from 4pm to 5pm | |
| June 8th | Annual Symposium | |
| April 11th - 14th | Annual Foundation Course | |
| March 22nd |
AGM and Webinar Meeting |
|
| 2021 | ||
| November 30th | Autumn Seminar at Meriden | |
| September 7th | Autumn Webinar | |
| 1st June | Annual Symposium Webinar | |
| 6th April - 27th May | Foundation Course Webinar Lectures | |
| 25th February | AGM and Webinar Meeting | |
| Go back to Contents | ||
| Section 3 |
How flexible Printed Circuit Technology is Enabling Cell-to-Pack EV Batteries Philip Johnston, CEO Trackwise Designs |
|
Philip Johnston |
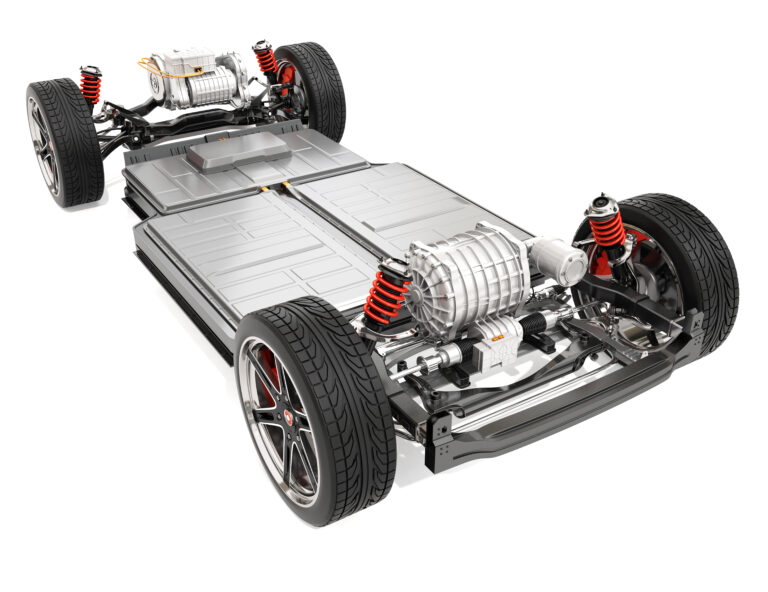
The days of the internal combustion engine are drawing near to an end. Worldwide legislation, consumer pressure and manufacturing momentum means that if you haven’t already bought an electric vehicle (EV), battery electric vehicle (BEV), hybrid electric vehicle (HEV) or some other xEV, you probably think that your next car will be electric. According to a forecast in September 2021 made by investment bank UBS, by 2025 20% of all new cars sold globally will be electric. That figure will leap to 40% by 2030, and by 2040 virtually every new car sold globally will be electric, the report continues. And it’s not just private cars that embracing electrification. Other eMobility vehicles such as buses, lorries, trams, industrial vehicles and aircraft are also ‘going electric’. The Big Issues Cell-to-pack technology aims to increase battery pack power density. This approach directly integrates cells into a battery pack, eliminating the modules commonly used in most current pack designs. Many major EV companies, including names such as Tesla, Hyundai and Volvo, plus CATL, a global leader in lithium-ion battery development and manufacturing, and other similar battery producers, have all recently issued press releases or statements referring to cell-to-pack battery programs. A simple web search will reveal many more. However, there are challenges to solve. First, the traditional internal module construction provides a very rugged structure. Second, if a cell fails, using a modular structure it is very simple to replace the failing cell with a new, functioning unit. Third, modules permit ‘Lego’-style flexibility as modules can be arranged to create packs of all sizes and shapes. Lastly, all the individual cells will need to be connected using rugged, reliable and easy-to-use systems. Flexible Printed Circuits
The concept of FPCs originated in the early 20th century and, over the ensuing decades, FPCs have been adopted for use in a wide variety of industrial and consumer electronic products. FPC manufacturing techniques traditionally limited their length to less than one metre, but an innovation in the manufacturing process by Trackwise has removed these restrictions, enabling many new applications. The patented IHT process enables multi-layer FPCs of almost any length to be produced. The current record length stands at 72m for an industrial application, but the same roll-to-roll manufacturing process is used no matter what length of FPC is required by the application. Cell-to-pack applications for EVs using FPCs are benefitting not only from the weight and space savings already mentioned. FPCs are very reliable and because they are constructed using a printing process, they are very repeatable – every FPC will perform similarly within a tight performance variation tolerance. Traditional wiring looms are limited to commonly-used minimum wire gauges such as AWG24-26 for reasons of mechanical strength. With FPCs, exactly the correct amount of copper to carry the required current can be left on the dielectric substrate base after etching to form the necessary tracking. Active as well as Passive One very significant advantage of FPCs is that they are simple to install. This saves a huge amount of time and increases reliability. Finally, of course, since each IHT FPC is a custom design, there is ultimate flexibility in layout.
All these benefits mean that EV makers are turning to roll-to-roll FPCs for their next generation cell-to-pack batteries. The designs vary – some are fairly simple, while others are more complex including bus bars and other electronics systems. To meet the mass volume requirements of the EV industry, Trackwise is building a new UK manufacturing facility near its headquarters and current manufacturing site in Tewkesbury. This will be of tremendous benefit to European EV manufacturing companies as they will have access to a world-class, high volume plant for one of their key battery subsystems, notably one capable of delivering cell-to-pack interconnect. |
| Go back to Contents |
 Flex Circuit Etching line
Flex Circuit Etching line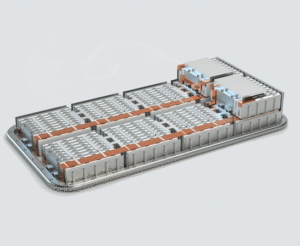 EV Battery Pack
EV Battery Pack
| Section 4 |
Thin High Phosphorous Electroless Nickel for 5G Matt Sylvestre - Technic Inc |
|
Matt Sylvestre |
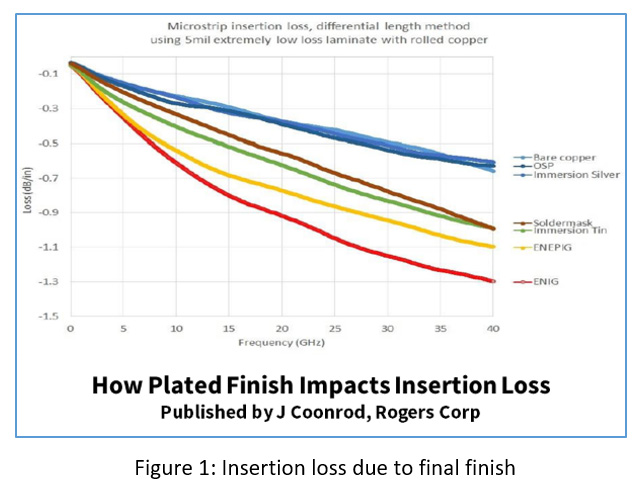
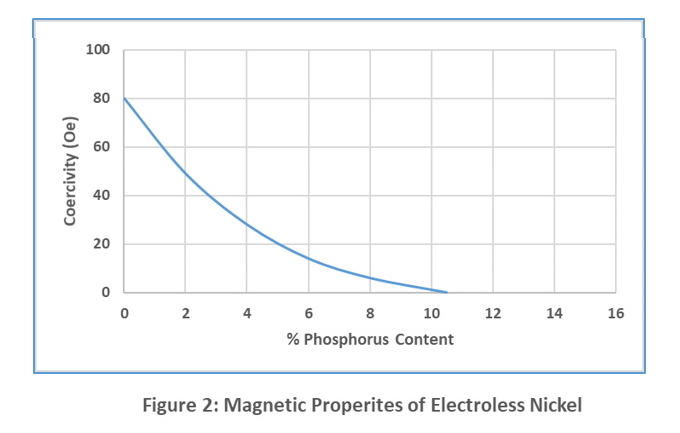
With 5G rollouts around the globe, ENIG continues to hold on to first place in PCB final finishes. You would think with data published on how electroless nickel increases insertion loss, ENIG use would be declining. But there are a few reasons why the prophesized demise of ENIG has been premature. 5G introduction is just in its infancy only scratching the surface of potential speed. For the masses, today's 5G is still relatively low speed in the 10-20 GHz range. In work done by Rogers Corp, ENIG insertion/signal loss is higher than copper. However, it is a relatively small increase at 0.3 to 0.5 dB/inch over copper even up to 40 GHz. (Figure 1: Microstrip insertion loss & rolled copper). This increase in signal loss is due to the electroless nickel in the ENIG deposit. The amount of loss will change with different RF designs, higher transmission speeds, and length of transmission lines. A more thorough explanation of insertion/signal loss 1 is covered in several papers and blogs. However, for this discussion, the bottom line is ENIG continues to work for the immediate future mostly because electroless nickel is an excellent barrier metal and it provides corrosion protection to the base metal. Electroless nickel has between 4-13% phosphorus co-deposited with the nickel. The amount of phosphorus impacts the properties of the deposit. Most PCB ENIG processes utilize what is referred to as a mid phos of 6-9%. This was a compromise to improve chemical resistance to help eliminate Black Pad and still provide a wide window for good coverage and good solderability. Electroless nickel does not auto catalyze on copper and requires a cleaning and Pd activation process to get complete coverage of exposed copper. This fact becomes important when we discuss electroless nickel deposit thickness in a future blog, Electroless Nickel, How Low Can You Go. When phosphorus gets to 10-13% it’s considered a high phos electroless nickel that yields some interesting properties.
So a high phos EN has the potential to reduce signal loss, improve protection and provide a better deposit for flexible applications. All necessary attributes for advancing 5G technology. Rogers Corporation agreed to do testing to try and quantify high phosphorus EN impact on signal loss.
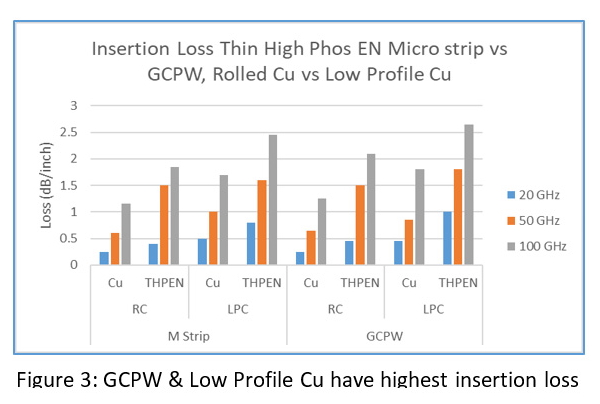
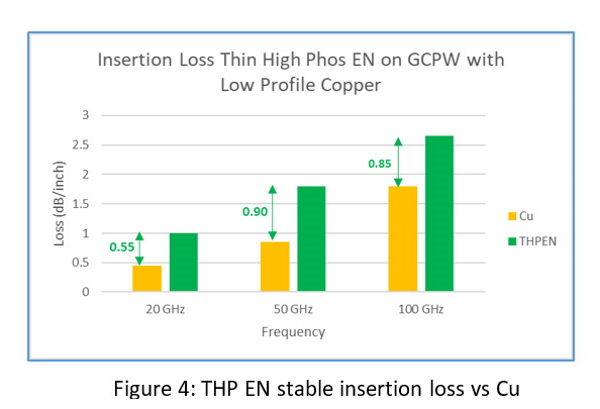
In the first attempt, figure 3, we looked at plotting signal loss for each factor at 20, 50 & 100 GHz. It was difficult to see trends in figure 3 as the impact on signal loss was lower than demonstrated in other ENIG signal loss tests. But it was apparent CGPW & LPC yield the highest amount of signal loss. So just the data for GCPW and low profile copper was broken out in figure 4.
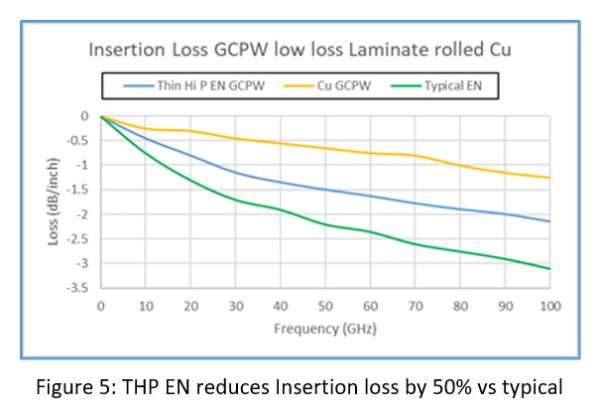
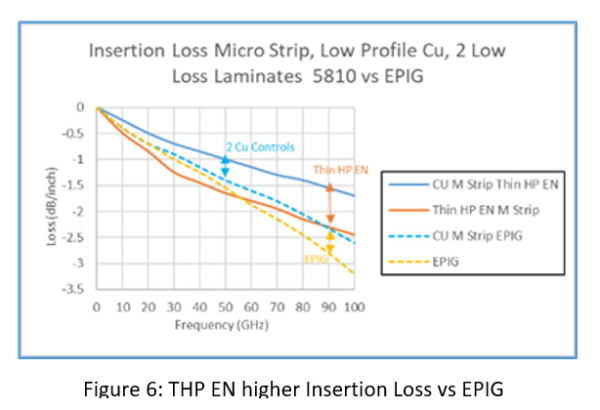
For this comparison, we used published data by John Coonrod from Rogers Corporation1 but had to be careful to compare similar test conditions. To see the impact of thin high phos ENIG to a typical ENIG we created figure 5 where the copper control data was very similar and both data sets were obtained on a GCPW design with rolled copper. But before going to place new orders with your PCB supplier, as we always say, you have to look at the whole picture. Since we want to limit the length of each blog and make them for a specific subject there will be additional information on this subject area, Final Finish Selection for 5G Webinar, and our Blog post, Electroless Nickel How Low Can You Go. References 1. J. Coonrod, Rogers Corp. “Insertion Loss Differences Due to Plated Finish and Different Structures”, IPC 2019 This paper is reproduced by kind permission of Technic Inc. For further information connect to their website here: https://www.technic.com/, UK contact is Robert Townsin, General Manager at Technic UK |

|
Helen Lau, Associate Director – Knowledge Exchange, at Coventry University |
Knowledge Exchange - Coventry University Industry Partnership Helen Lau, Associate Director – Knowledge Exchange, at Coventry University, discusses how entering into a Knowledge Transfer Partnership can open up new doors for your business.
Any project we undertake can last between 12 months and three years, depending on your business need, but many of our more recent projects work on a three year plan. This is proof that what we are doing is having tangible positive results, as we are able to take on larger projects with confidence and are trusted to enter into longer lasting relationships based on our successes. We are not afraid to really commit long term to get the required results. We are recently completed a KTP with SEL Environmental, based in Blackburn, investigating the improvements green rooves could bring to the biodiversity of urban areas when brought together in ‘networks’. The two year KTP has seen ground-breaking strides made to investigate not only what the benefits of this would be to the environment but also how changes could be implemented practically and efficiently. • Small and medium sized enterprises (SMEs) can expect to contribute a third of the total project costs (typically around £27,000/annum) • Large companies would typically pay half of the total cost (typically around £40,000/annum) The budget covers the cost of employment of a full-time Associate, 10% of the time of an Academic to provide mentoring support, travel, consumables and training for the Associate. |

|
ICT Annual Symposium Review June 15th 2022 British Motor Museum, Warwickshire |
|
 |
The British Motor Museum in Warwickshire, housing the world's largest collection of historic British cars, was venue for the 2022 Annual Symposium of the Institute of Circuit Technology on June 8, which attracted a substantial gathering of manufacturers and suppliers from the UK printed circuit industry. ICT chair Emma Hudson reflected upon lessons learned during the pandemic lock-down and how the industry has successfully adapted to circumstances. She commented that the UK’s PCB fabricators are extremely busy, as she introduced an outstanding conference programme including a keynote from the incomparable Happy Holden. |
 |
Naim Kapadia: Services at the MTC He explained some of the services provided at MTC for consultation with proposed new manufacturing businesses, engineering upskilling, and training of apprentices in their own academy. They also operate an events and conference centre. To date, they have completed around 1,400 industrial-funded projects, where all the IP generated is owned by the individual company. They also participate in government-backed collaborative R&D projects. Originally focused on aerospace, they have progressed into defence and security, and latterly into large robotics in the construction industry. The aim of the electronics section that Kapadia manages is to develop Smart factory operation of their in-house automated surface-mount electronics manufacturing facility, which includes several items of legacy equipment. This will provide a Smart factory demonstrator to assist electronics manufacturers to advance from traditional procedures to a future state of connecting people and machines, merging product and customer data to achieve total manufacturing integration with a digital thread across supply chains. The project is supported by members of the MTC from a variety of industrial sectors. Kapadia explained that MTC’s Smart Factory demonstrator uses IPC’s Connected Factory Exchange (CFX) industry-developed open standard, enabling machines to communicate with other machines and systems across manufacturing facilities and the supply chain, with standardised machine communication message sets. The demonstrator will enable electronics manufacturing businesses to trial digital technologies in a risk-free environment, without disrupting day-to-day production. |
 |
Despina Moschou: Improving Biomedical Technology She reviewed the development of Lab-on-PCB technology. Although the principle was first suggested in the 1990s, it was side-lined by easier microfluidic fabrication processes. But with more recent focus of Lab-on-Chip integration, PCBs have offered the ideal platform because of the long-standing industrial infrastructure which enables low-cost commercial upscaling, adequate microfabrication capabilities, and the opportunity for intuitive integration of electronics. She drew a parallel with the development of the computer: whereas early computers occupied entire buildings, they have shrunk to microscopic dimensions. So it is that biochemical laboratories can be shrunk into micro-total-analysis systems (μTAS), although a significant constituent is the microfluidics components: separators, channels, filters, pumps, valves, and mixers, in addition to the electronics. She commented that when she first started talking with the PCB industry, what she was proposing sounded like science fiction; she was pleased to report that this is now a reality. Before COVID-19, it had often been necessary to explain the justification for the concept; this is no longer the case since there are simply not enough laboratories to handle the testing involved. The solution is to miniaturise the laboratory and mass-produce it so that testing can be done locally—either at home or in the GP surgery. Not just in extreme pandemic situations, but in many other aspects of healthcare, for example, testing in diabetes and cancer diagnosis, or testing for pathogens in water and milk. She showed several examples of PCB-based microfluidics and biosensors, including a fully integrated ELISA Lab-on-PCB cartridge with reference electrodes, sensing electrodes, and microfluidics. (ELISA means enzyme-linked immunosorbent assay, commonly used to measure antibodies, antigens, proteins, and glycoproteins in biological samples.) From a manufacturing point of view, as yet there are no standards or design rules. Many academics are doing research, but no one is actually making a commercial product—the same “valley of death” that Naim Kapadia referred to. There are many questions to be answered. However, the PCB industry is accustomed to working to international standards, with standardised processes, materials and practices. There are many PCB factories already established and therefore many opportunities to progress the Lab-on-PCB concept. Moschou showed an example of a handheld sample-in-answer-out genetic-based COVID-19 diagnostic test device that completes each stage of a COVID test—taking a sample, identifying specific DNA sequences, and displaying results—within 10 minutes. The genetic analysis is superior to protein-based rapid tests currently in use. Prototypes are undergoing clinical trials. Other projects in her research group include a pre-diabetes diagnostic test for mass screening of children, supplied as a disposable wearable patch; enzyme-assisted electrochemical sensors; non-enzymatic electrochemical sensors; Lab-on-PCB devices for measuring water quality parameters; and Lab-on-PCB microsystems for quantification of water in oil and aviation fuel. |
 |
Michael Ford: Embracing the Smart Factory “The barrier for entry into Smart manufacturing has been breached,” Ford exclaimed. His presentation discussed how standards-based industrial-internet-of-things message exchange has been liberating access to data, eliminating the need for bespoke interface development, data interpretation or translation, middleware, or even specialist knowledge of other hardware or software solutions. “A perfect storm is facing manufacturing right now,” he said. His opening slide listed the immediate drivers for the reassessment of goals and priorities in the industry: disruption of labour caused by the COVID pandemic, supply-chain challenges and shortages, shifts in global politics revealing critical dependencies, the energy crisis and the environmental crisis. The results were not only the creation of turbulence but also the creation of opportunity; industry needed resilience, agility, and a strategy. Although the Industry 4.0 concept has been around for several years it has not really taken off, mainly because of cost and risk barriers to entry, together with companies’ inability to adapt to market changes. To make Industry 4.0 happen, it is necessary for data to be exchanged fairly by the Smart infrastructure, which is required to support the most modest to the most established operation. The answer is not a single solution from a big company intent on dominating the market, with its associated costs and proprietary and competitive restrictions. The answer lies in data interoperability: all manufacturing is inclusive of multiple vendors, each generating and consuming data, and needing to exchange and share it securely and efficiently. Historically there were many de facto “standards,” generally modelled around solutions that pre-dated holistic digital manufacturing, with an ecosystem based on customisation and middleware. There was an obvious need for a new standard that would address the need for full digital interoperability, eliminate cost and risk barriers for Smart manufacturing, and use modern, secure, data exchange technologies. With a series of increasingly complex schematics representing the units of a production line communicating with each other and with an IT network, Ford illustrated the hidden challenges of machine communication, with dozens of “my way” interfaces and firewall rules at enormous cost. His ideal example showed standard secure connections between individual machines and the IT network, with a uniform “one-rule” firewall, no middleware, no customisation, and a single language. This was what was provided by the IPC Connected Factory Exchange (CFX) standard, enabling complete bi-directional exchange of data, covering every aspect of manufacturing visibility, management, control, and traceability, and setting each event into context. Ford sees the Industry 4.0 Smart Factory ecosystem taking shape. It includes multiple, interoperable solutions from machine vendors and MES software solution providers, as well as self-developed solutions providing anything from simple dashboards displaying project-based experimental KPIs, to complex “AI” algorithms analysing patterns in the variation of data. Design, quality, materials, delivery, costs, agility, and flexibility all benefit within a single flexible ecosystem, based on interoperability and shared context of information. |
 |
Tom Eldridge: Nanotube Technology He explained the structure of carbon nanotubes, allotropes of carbon in the form of cylindrical molecules, which are effectively rolled-up sheets of graphene with extremely high electrical and thermal conductivity. Chasm has developed a production process that enables precise control of the diameter, length, and geometry of nanotubes. This is based on their proprietary catalyst and uses a rotary kiln reactor to synthesise carbon nanotubes and nanotube-hybrid materials from ethylene. Carbon nanotubes are used in the formulation of screen printing inks, with polymer binders and proprietary ink vehicles, to produce low-cost flexible printed electronics. There is an increasing demand for alternatives to indium tin oxide for transparent conductors. Chasm has developed a hybrid ink based on carbon nanotubes and silver nanowires, which offers technical and functional benefits in terms of flexibility, formability, transparency, and cost of patterning. Eldridge showed examples of applications of transparent flexible printed electronics in the automotive industry, especially in human-machine-interface capacitive touch controls that can be 3D formed and incorporated into the interior structure of the vehicle. There is increasing utilisation of the technology in transparent UHF antennas for 5G, IoT, Wi-Fi, TV, radio, GPS, Bluetooth, and near-field communication. A further application area is in transparent heaters for de-icing ADAS sensors, headlights, and windows. In answer to a question from the floor, Eldridge commented that current formulations of the hybrid ink are not intended for ink-jet applications. They have been developed specifically for screen printing. Because of their high aspect ratio, nanotubes tend to clog the nozzles in ink-jet print-heads. It is possible that this issue will be addressed in a future development programme. |
 |
Happy Holden: Honing the Essential Skills Holden’s essential message was that independent factory automation consultants who are not selling a product are very rare. “A better investment is to select your own engineers, familiar with your processes, and let them learn how to do automation planning,” he said, adding it needs two months of study and preparation before embarking on a simple factory automation project. His keynote was based on his recently published book, 24 Essential Skills for Engineers, and was designed to be the introduction to the online technical training programme for engineers offered by the ICT as a series of eight one-hour lectures during September and October. It gave a comprehensive overview of his guide to understanding the fundamentals of automation planning and the essential skills, tools, and techniques to be learned, especially the sort of skills that engineers do not typically learn in college, such as problem solving, design of experiments, product and process life cycles, lean manufacturing, and predictive engineering. Although the Smart factory concept might have presented some intimidating challenges, Holden’s introduction provided a basis for gaining the confidence to take the hardest step (getting started), backed-up by some answers to the inevitable questions: how, when and how much? He discussed typical Smart factory architecture, automation methodology, process workstation analysis, and factory communication standards, particularly IPC-2591 and CFX, the Connected Factory Exchange. Illustrating the presentation with meaningful case histories, Holden showed examples of predictive control in an integrated feed-back, feed-forward Smart factory environment, with photographs and videos of the fully automated equipment at the world’s first PCB Smart factory. He summarised the key takeaways: Start your Smart factory journey today; think big, start small, act now Thanking presenters and delegates, Hudson praised the efforts of ICT Technical Director Bill Wilkie for organising a splendid event and for assembling such a significant and appropriate programme. ICT’s live Annual Symposium 2022 was a memorable experience and offered a great opportunity to interact face-to-face with colleagues in the industry. Reproduced by kind permission of Pete Starkey, I-Connect007 |
|
Bill Wilkie |
Foundation CourseApril 2022Bill Wilkie, ICT The course this year was split between Chester University and the Mollington Banastre Hotel for accommodation, with the first day held as usual at Merlin Deeside. There were 24 delegates who have been enrolled as Associate Members and their details are shown in the Membership News section of this journal The course would not be possible without the help and support of many industry friends and colleagues. I would like to give a shout out to the people in the background who make the course possible. Steve Kerr of Amphenol Invotec – Basic Manufacturing Sequence Finally, the Organiser, Facilitator and Coordinator, who was around when the very first course was founded in 1980, yours truly. |
Industry News |
|
| Amphenol Invotec |
Amphenol Invotec secures £2m defence contract for the supply of PCBs. |
| Atotech |
Atotech sells 1,000th horizontal electrolytic copper plater to the market. Atotech, a market leader in advanced electroplating solutions, announced the sale of its 1,000th horizontal equipment for electrolytic copper plating. The plater, which belongs to the company’s Uniplate product family, will be installed at one of Taiwan’s leading advanced package-substrate and PCB manufacturers. Atotech’s Uniplate Cu18 plating line is designed for high aspect-ratio through-hole filling of core layers for advanced packaging of CPU and MPU for high-performance processing and computing. This represents an unparalleled success story in the Printed Circuit Board (PCB) and Package Substrate markets. |
| Electra |
Additional Manufacturing Capacity for Electra Electra have just signed the agreement on an additional factory building for production expansion. The expansion is required to meet increased demand of existing materials as well as growth in Inkjet soldermask. Increased capacity from the new building will come on stream in Q1 of 2023. Read more.... |
| Eurotech | Installation of a New Water Treatment System at Poole Factory.
Copper is the major metal used in the electronics industry, and so it is inevitable that it is likely to be present in our internal waste streams. As part of our continuous improvement plan, we have therefore developed an onsite treatment plant capable of reducing and stabilising our effluent copper content. Read more.... |
| Exception PCB |
Exception PCB Install New Schmoll Speedmaster Drilling Machine
This is our new drilling machine, featuring 6 drilling stations all equipped with the T200 spindles with top of the line air bearing technology to make light work of any drilling challenges, this helps us to achieve high speed drilling while maintaining superior accuracy and quality. This machine can also drill panel sizes up to 635 x 714mm which allows for a wide range of applications with its extremely stable granite base which helps to dampen vibrations. Read more.... |
| Go back to Contents |




Membership News |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Bill Wilkie |
New Associate Members from this year's Foundation Course
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Gallery of New Members at The Foundation Course - Click to enlarge                   |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Go back to Contents | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
ICT Council Members |
|
|
Council Members |
Emma Hudson (Chair), Andy Cobley (Past Chairman), Steve Payne (Hon Deputy Chairman), Chris Wall (Treasurer), William Wilkie (Technical Director, Hon Sec, Membership & Events), Richard Wood-Roe (Web Site), Lynn Houghton (Hon Editor), Jim Francey, Martin Goosey, Lawson Lightfoot, Peter Starkey, Francesca Stern and Bob Willis, |
Editors NotesThe ICT Journal |
|
|
Lynn Houghton |
Instructions / Hints for Contributors 1. As it is a digital format the length is not an issue. Short is better than none at all! 2. Article can be a paper or a text version of a seminar or company presentation. Please include data tables, graphs, or powerpoint slides. We can shrink them down to about quarter of a page. Obviously not just bullet points to speak from. 3. Photo's are welcome. 4. We would not need source cross references 5. Title of presentation - Of course! Date, Job title of Author and Company represented. 6. An introductory summary of about 150 words would give the reader a flavour of what it's all about. 7. Style - we don't want out and out advertising but we do recognise that the author has a specialism in the product or process that will include some trade promotion. Sometimes it will be a unique process or equipment so trade specific must be allowed. 8. Date and any info relating to where or if this article may have been published before. 9. We can accept virtually any format. Word, Powerpoint, publisher, PDF or Open Office equivalents. 10. Also, to make it easy, the author can provide a word file to go along with his original powerpoint presentation and I/we can merge it together and select the required images. 11. A photo of author or collaborators. I really do look forward to receiving articles for publication. Lynn Houghton |
